

Custom grått gjutjärnprodukter för gjutning av skalformarmed tjänster avCNC-bearbetning, värmebehandling och ytbehandling.
Gråjärn, eller grått gjutjärn, är en typ av gjutjärn som har en grafitmikrostruktur.Den är uppkallad efter den grå färgen på frakturen den bildar.Det grå gjutjärnet används till hus där komponentens styvhet är viktigare än dess draghållfasthet, såsom cylinderblock för förbränningsmotorer, pumphus, ventilhus, elboxar, motvikter och dekorativa gjutgods.Grått gjutjärns höga värmeledningsförmåga och specifika huvudkapacitet utnyttjas ofta för att tillverka kokkärl i gjutjärn och skivbromsrotorer.
En typisk kemisk sammansättning för att erhålla en grafitisk mikrostruktur är 2,5 till 4,0 viktprocent kol och 1 till 3 viktprocent kisel.Grafit kan uppta 6 till 10 % av volymen av gråjärn.Kisel är viktigt för att tillverka gråjärn i motsats till vitt gjutjärn, eftersom kisel är ett grafitstabiliserande element i gjutjärn, vilket betyder att det hjälper legeringen att producera grafit istället för järnkarbider;vid 3 % kisel hålls nästan inget kol i kemisk kombination med järnet.
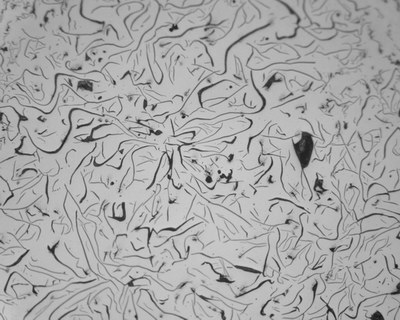
Grafiten antar formen av en tredimensionell flinga.I två dimensioner, eftersom en polerad yta kommer att visas under ett mikroskop, visas grafitflingorna som fina linjer.Spetsarna på flingorna fungerar som redan existerande skåror;därför är den skör.Närvaron av grafitflingor gör det gråjärnet lättbearbetbart eftersom de tenderar att lätt spricka över grafitflingorna.Gråjärn har också mycket god dämpningsförmåga och används därför mest som bas för verktygsmaskiner.
Mekaniska egenskaper hos grått gjutjärn | |||||||
| Artikel enligt DIN EN 1561 | Mäta | Enhet | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| Brottgräns | Rm | MPA | 150-250 | 200-300 | 250-350 | 300-400 | 350-450 |
| 0,1 % avkastningsstyrka | Rp0,1 | MPA | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| Förlängningsstyrka | A | % | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 |
| Tryckhållfasthet | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1 % tryckhållfasthet | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| Böjhållfasthet | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| Schuifspanning | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| Skjuvspänning | TtB | MPa | 170 | 230 | 290 | 345 | 400 |
| Moduler av elasticitet | E | GPa | 78 – 103 | 88 – 113 | 103 – 118 | 108 – 137 | 123 – 143 |
| Poisson nummer | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Brinell hårdhet | HB | 160 – 190 | 180 – 220 | 190 – 230 | 200 – 240 | 210 – 250 | |
| Duktilitet | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| Spänning och tryckförändring | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| Brytstyrka | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| Densitet | g/cm3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |

SkalgjutningProcessen kallas också förbelagd hartssandgjutningsprocess, varmskalsgjutning eller kärngjutningsprocess.Huvudformningsmaterialet är den förbelagda fenolhartssanden, som är dyrare än grön sand och furanhartssand.Dessutom kan denna sand inte återvinnas.
Furanharts självhärdande sandgjutningsprocess (nobake-process) använder den furanhartsbelagda sanden för att bilda gjutformen.Efter att ha blandat den ursprungliga sanden (eller återvunnen sand), flytande furanharts och flytande katalysator jämnt, och fyllt dem i kärnlådan (eller sandlådan), och dra sedan åt den för att stelna till en form eller form i kärnlådan (eller sand). box) vid rumstemperatur.Sedan formades gjutformen eller gjutkärnan, vilket kallas självhärdande kallkärnande lådformning (kärna), eller självhärdande metod (kärna).
Eftersom formen bildas vid rumstemperatur och inget behov av att värmas, kallas den självhärdande sandgjutningen också no-bake gjutningsprocessen.Självhärdningsmetoden kan delas in i syrakatalyserad furanharts och självhärdande metod med fenolhartssand, självhärdande metod för uretanhartssand och självhärdande metod med fenolmonoester.
Som en självhärdande kallboxbindesand är furanhartssand den tidigaste och för närvarande mest använda syntetiska bindemedelssanden i kinesiskt gjuteri.Mängden harts som tillsätts i formsand är i allmänhet 0,7 % till 1,0 %, och mängden tillsatt harts i kärnsand är i allmänhet 0,9 % till 1,1 %.Innehållet av fri aldehyd i furanharts är under 0,3 %, och vissa fabriker har sjunkit till under 0,1 %.I gjuterierna i Kina har den självhärdande sanden av furanhartset nått internationell nivå oavsett tillverkningsprocessen och ytkvaliteten på gjutgodset.
Motsvarande kvalitet av grått gjutjärn | ||||||||
| AISI | W-stoff | DÅN | BS | SS | AFNOR | UNE / IHA | JIS | UNI |
| A48-20B | 0,6010 | GG-10 | Betyg 100 | 0110-00 | - | - | FC 100 | G 10 |
| A48-25B | 0,6015 | GG-15 | Betyg 150 | 0115-00 | Ft 15 D | FG 15 | FC 150 | G 15 |
| A48-30B | 0,6020 | GG-20 | Betyg 200 | 0120-00 | Ft 20 D | FG 20 | FC 200 | G 20 |
| A48-40B | 0,6025 | GG-25 | Betyg 250 | 0125-00 | Ft 25 D | FG 25 | FC 250 | G 25 |
| A48-45B | 0,6030 | GG-30 | Betyg 300 | 0130-00 | Ft 30 D | FG 30 | FC 300 | G 30 |
| A48-50B | 0,6035 | GG-35 | Betyg 350 | 0135-00 | Ft 35 D | FG 35 | FC 350 | G 35 |
| A48-60B | 0,6040 | GG-40 | Betyg 400 | 0140-00 | Ft 40 D | - | FC 40 | - |
| 32510 | GTS-35 | B340/12 | 0815-00 | MN 35-10 | - | FCMW 330 | - | |
| A220-40010 | 0,8145 | GTS-45 | P440/7 | 0852-00 | MN 450 | - | FCMP 440/490 | GMN 45 |
| A220-50005 | 0,8155 | GTS-55-04 | P510/4 | 0854-00 | MP 50-5 | - | FCMP 490 | GMN 55 |
| A220-70003 | 0,8165 | GTS-65-02 | P570/3 | 0856-00 | MN 650-3 | - | FCMP 590 | GMN 65 |
| A220-70003 | - | GTS-65 | P570/3 | 0858 | MN 60-3 | - | FCMP 540 | - |
| A220-80002 | 0,8170 | GTS-70-02 | P690/2 | 0862-00 | MN 700-2 | - | FCMP 690 | GMN 70 |
Hartsbelagd sandgjutning av metall och legeringar | |
| Metall och legeringar | Populärt betyg |
| Grått gjutjärn | GG10~GG40;GJL-100 ~ GJL-350; |
| Duktilt (nodulärt) gjutjärn | GGG40 ~ GGG80;GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Aushärdat segjärn (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Kolstål | C20, C25, C30, C45 |
| Legerat stål | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Rostfritt stål | Ferritiskt rostfritt stål, Martensitiskt rostfritt stål, Austenitiskt rostfritt stål, Nederbördshärdande rostfritt stål, Duplext rostfritt stål |
| Aluminiumlegeringar | ASTM A356, ASTM A413, ASTM A360 |
| Mässing / kopparbaserade legeringar | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Standard: ASTM, SAE, AISI, GOST, DIN, EN, ISO och GB | |

Fördelarna med Furan Resin Coated Sand Självhärdande Formgjutning:
1) Förbättra dimensionsnoggrannheten hos gjutgods och ytjämnheten.
2) Härdningen av formen (kärn) sanden kräver inte torkning, vilket kan spara energi, och billiga trä- eller plastkärnlådor och mallar kan också användas.
3) Självhärdande formsand är lätt att komprimera och kollapsa, lätt att rensa upp gjutgods och gammal sand kan återvinnas och återanvändas, vilket avsevärt minskar arbetsintensiteten för kärntillverkning, modellering, sandfall, rengöring och andra länkar, och det är lätt att realisera mekanisering eller automatisering.
4) Massandelen av harts i sand är endast 0,8% ~ 2,0%, och den omfattande kostnaden för råmaterial är låg.
Eftersom självhärdningsmetoden har många av de ovan nämnda unika fördelarna, används den självhärdande metoden inte bara för kärntillverkning utan även för gjutning.Det är särskilt lämpligt för tillverkning av enstaka delar och små partier, och kan producera gjutjärn, gjutstål och icke-järnlegeringar.Vissa kinesiska gjuterier har helt ersatt lertorrsandformar, cementsandformar och delvis ersatt vattenglassandformar.


Anpassade gjutjärnsgjutningsprodukter







{kind=link}